Archive for July, 2016
Citroen Dyane
Posted by albell in other cars on July 26, 2016
I commented in the last post how there are a few interesting cars around this area. Here’s one that I pass by often and finally today I stopped to take a pic.
I’d have this car in a heartbeat.


Vanagon – well that’s a ladder idea
Spotted locally by a friend. I don’t know what more to say.
Uodate: I do know what more to say, BenT made the identification, it’s Mike and Geneva of slowcarfasthouse.

Vanagon – Westy pop top lifting bar assembly fix
Posted by albell in vanagon, vanagon mods on July 23, 2016
This post briefly outlines an experimental fix I made to my spare lifting bar assembly. At time of writing, I haven’t swapped it in to the van to give it a good testing, so the jury is still out as to whether the repair works as well as it seems to on the bench.
While I was futzing around doing this repair, Dave commented that I should design something that could be sold as a kit for the Westy owner that doesn’t have access to machine tools, welding, etc. This is a good idea, unfortunately the approach I was taking doesn’t really lend itself to that. But it did give me some hints towards a repair kit.
I think most vanagon Westy owners know by now that eventually the pop top lifting assembly will wear out at the main hinge joint. It’s a poor design, a harsh steel on steel moving contact with no lubrication and insufficient bearing surface. Many other owners have fixed this problem by various means, welding up the worn surface is one example.
Andy, owner of the nice T3 Atlantic, “Wolfgang” (blog linked in list on right side of the page), recently had his lifting assembly re painted. It was his blog post on that and his comments to me that got me off my duff to try this fix.
I have a spare assembly, from my old 82 Westy. It’s galvanized steel, no paint like in the later Westies. The zinc coating has grown the characteristic white fuzz during storage in the barn. Here’s a pic of the hinge that is the problem.

A couple of notes on the hinge. The horizontal bar extends into the hinge through that collar ( with the screw) and near the end it get worn away. There will be a pic of that coming up. The hinge is folded up fully, as it would be when the top is down, and that steel cable you see running up over the round centre section continues down and back into the tube on the bottom where it connects to a spring. Again, more on that later. But as is, the assembly is under tension and wants to straighten out (tubes are tied together out of shot).
Remove the M5 machine screw from each end of the horizontal bar and then pull the bar out of the hinge. Are the ends of that bar worn, Or have you lived a pure life and the bar ends are sound?
One end.

And the other end, even worse.

It’s really easy to take the assembly apart, apart from the annoying spring washers. Clip washers, starlock washers, must be other names for them too. I broke most of mine trying to remove them, but you can find new at the hardware store or auto parts place. When the hinge is relaxed, ie fully extended, and the pin that limits further extension is removed, the end of the spring cable can be detached and pulled out the bottom of the tube. Yes, the foot has been removed from the bottom of the tube. Another pin and annoying clip.

Greasy old spring and cable out.

Ok, back to the hinge. Here we have the pair and its the edges on the “not so round anymore ” holes in the flat bar welded in the ring that wear the grooves in the cross bar. I mean really, what the heck were the engineers at Westfalia thinking?

My fix is to bush those holes to create a larger bearing surface. First I had to make the holes more or less round again. 7/8″ endmill was over sized just enough. Truth is, it didn’t complete make round one of the holes, but good enough.

Hard to see the difference, but the holes are now nominally 7/8″ diameter.

Ok, now the bushings. I had a small bit of bronze (or maybe it’s brass) salvaged marine shafting. I had fooled around making flutes on it with the index head. I was learning, wasn’t a great job, had the head offset so the grooves were asymmetric, blah, blah. But there was enough of the stuff to work with.

And alongside is the little shaft that will replace the worn end of the cross bar. I reamed the ID of the bushing to 16mm, turned the shaft slightly undersized ( about 15.95mm). The OD of the bushing was left untouched on one end, the other turned down to a press fit for the 7/8″ hole that I milled in that flat bar.
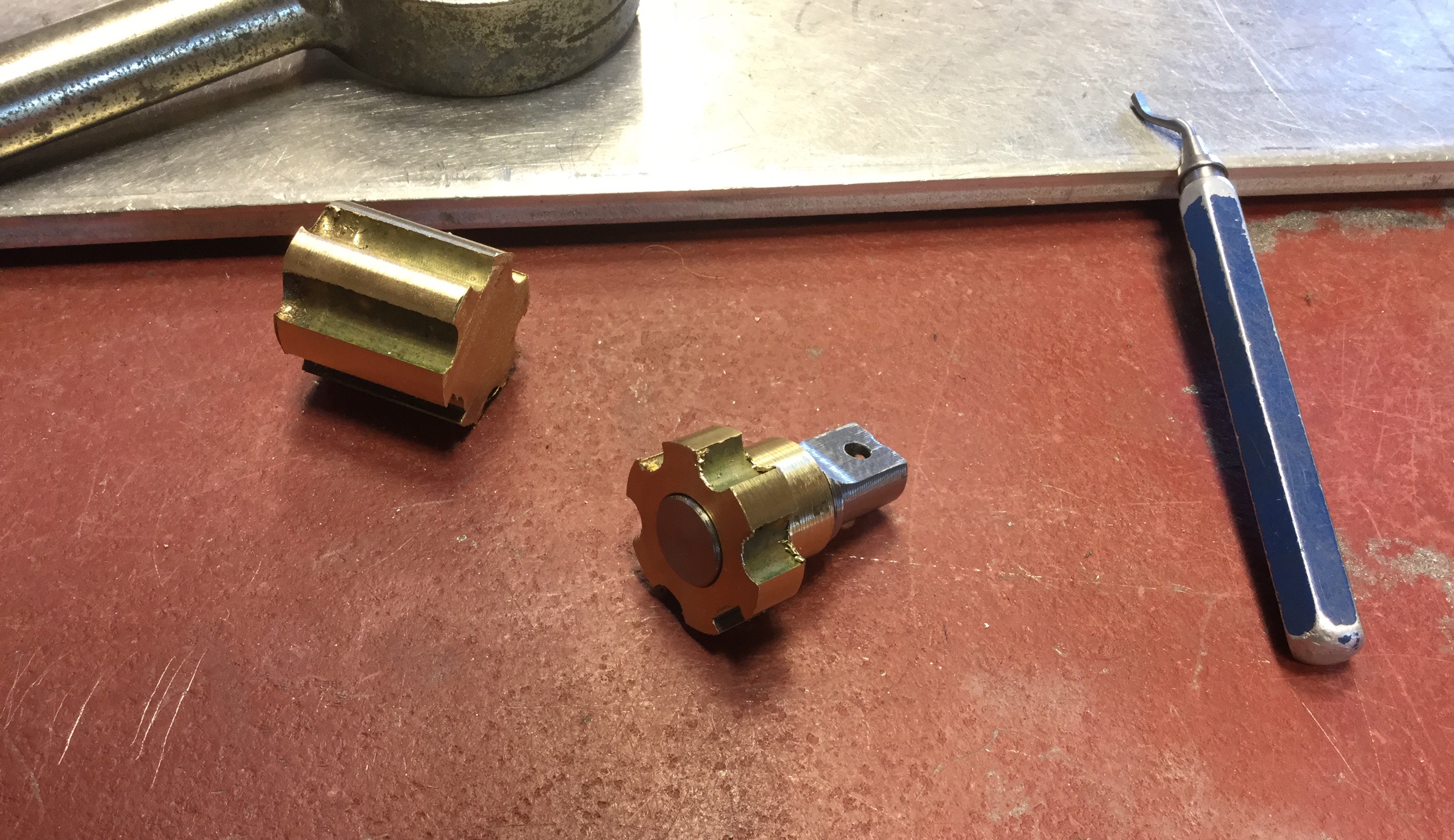
Notice one end of the little shaft has a flat milled on it and a cross hole drilled? That end will fit into the cross bar with the hole lining up with the existing cross bar hole.
I cut off the worn end of the cross bar and milled back square. Still using the 7/8″ roughing end mill. Oh how I love that tool.

So, and excuse the initial so, so I pressed in the bronze bushings. One pressed home with that satisfying grunt that makes one smile, the other… Meh. Combination of pressing into only 1/8″ thick material and the hole not being fully round ( remember I mentioned one hole didn’t fully catch the mill?). I didn’t want the bushing to be able to rotate in the hole, it would then wear away just like the original bar. The answer? 1/8″ roll pin. Holds the bushing nicely in place.
Beside it is the little stainless shaft that is pushed into the end of the cross bar.

Lubed the shaft up a little with some light oil and put everything back together. The M5 machine screws on the cross bar locates the stainless shaft, it doesn’t move.
Picture taking to forgotten during reassembly, all I can show you is the end of the hinge where you can see the stainless shaft and a hint of the bushing.
But trust me, the hinge action is now nice and smooth. Sometime soon I will install it and see if it lives up to the hype. And, I’ll have a look at the one currently installed in the van with an eye on making some sort of easy DIY kit or procedure.

Vanagon – stereo head unit upgrade
Posted by albell in vanagon, vanagon mods on July 17, 2016
For a few months now I’ve been using a Pioneer MHV-X560BT head unit in the van. It replaced a Pioneer DEH-P5000UB that had worked almost perfectly for 8 years. The older unit did develop a ground loop whine and I posted about that back in 2011, link here. But apart from that the unit worked well. It had USB input on back, and I led a dongle up thru the ashtray to connect to devices. Played CDs , various formats but I found myself using CDs less and less in the van.
The one thing that really bugged me about the old unit was its depth. With all the wiring coming out the back, including three pairs of RCA jacked cables, it barely fit into the dash. Fetched up hard against the heater box in back.
So back to the new unit, it has no CD player so it’s about half the depth of the old one and despite the inevitable rat’s nest of wires coming out of the back (again including three pairs of RCA jacked cables and an USB cable) it fits delightfully easily into the van.
It has built in Bluetooth which pairs up quite quickly and consistently with my devices, external mike for hands free phone, a remote control, wired USB input.
The controls are not bad but not great. I find them better than the old unit, especially for menu access and also for adjusting things when driving. Don’t get as many bump induced accidental choices.
Looking straight down thru ashtray hole.

Maybe this shot shows reduced depth better. Pic taken at an angle.

The old unit sitting on dash. Looks really huge now.


I stuck the mic here, not the best spot perhaps.

And same ashtray lurking dongle in case of wired USB need.

Btw, the head unit feeds an old Blaupunkt 2 channel amp mounted infront of the glovebox. One channel feeds a pair of BA crossovers that feeds tweeters behind stock grill in door, and 6.5″ units at bottom of the door. The other channel feeds a pair of 4″ speakers back on the overhead cupboard.
Vanagon – fresh water pump update
Posted by albell in vanagon, vanagon mods on July 17, 2016
A few posts back I described how I installed an inexpensive diaphragm put in the van. I did it quickly, was keen to try it out on a trip. The other day I relocated it to what I think is a better spot.
I removed the in tank pump, the bilge pump type unit I was using as a stock replacement, and pulled the electrical wires out through the hr grommet at top of tank. I sealed the grommet wi a 1/4-20 stainless bolt and nut.

I shifted the little black box that is the water level indicator unit ( for the old style water level system) so that I could screw the pump to the wall between the cupboard and tank.

Electrical connection was very convenient, two wire plastic connector right there, just swapped over from the old pump.

You notice that the little wall that separates the cupboard from the wiring has been removed. I, like many other owners, removed that wall early on to gain a little bit more cupboard room. To protect the wiring from shifting cupboard contents, I screwed on a bit of the cheap carpet I’m using as cupboard bottom liner.

The pumps is a bit quieter back here. Still louder than the in tank pump, but considering the increase in flow and pressure, the additional noise is really acceptable. And for goodness sakes, just how long are you going to have the faucet turned on? 🙂
There is one, or maybe two, more things I’d like to add the the install. First one I will certainly will do, and that is add a relay back up front under the sink. You see, the eurovan faucet wiring is pretty skinny stuff. It’s not a long run from where it connects to existing wiring, but I’d rather that the switch is not handling the full 2.5 A of pump draw.
The second improvement that I probably won’t get around to but would be neat, is a little pressure tank accumulator. It’s what’s used in other RV and marine installs. Not sure if I really need it and if I am willing to devote space to it, I’ll see.
Vanagon – those boring wheels on the van
Yes, this is Simon’s latest find. 88 syncro high top. Getaway van conversion, done over on the mainland (BC). I’ll have more to say about this van and pics of the interior when Simon is finished tidying it up. It’s a good looking van, and only 82,000 km. The bored out wheels look ok on it, but we both agree it needs about an inch of suspension lift to perk it up.
Yes, it’s the same Fiberglas hightop that we put on Simon’s other syncro. If you had to have a hightop, and you don’t have access to the sexy European models, I think it’s the best looking option.



Vanagon – boring steel wheels
Posted by albell in vanagon, vanagon mods on July 9, 2016
Old Simon, yes the guy who has the hi top 91 Westy and recently the syncro double cab, bought another vanagon a month or so ago. I haven’t posted about it yet, I’ve been waiting for some of the little improvements to it to be finished.
One of the improvements is better wheels to replace the stock 14″ that the van came with. Simon found four 15″ steel wheels but the dolt went ahead and had tires mounted before the centre holes were opened up. I’m still cursing him for that. Without the tires I could have mounted the rims on the big lathe and the job would have been a snap.
The original bore hole size was something around 56 mm diameter. We needed to have them opened up to at least 66.4 mm. I fussed around with making a dedicated boring tool to use in the mill, but I ended up using a roughing endmill and the big rotary table.
I should mention that I haven’t done this job before, take my technique and approach with a hefty grain of salt.
As big (and darned heavy) as the rotary table is, the tire and wheel is bigger. Wheel on the table with inside face up, and the outside face sitting on blocks on the table so that the tire is taken out of the clamping set up. Not a great shot here, but you get the idea.

Oops, I skipped a step, the rotary table has to be centred directly under the spindle of the mill. This particular table has a #4 Morse taper hole and I stuck a little lathe live centre in there and indicated off that. Ok, I have to state right now that this entire boring process does not need to have super precise set up. The wheel is lug centric, the centre hole is just a clearance hole. Still, it was worth it to go through the motions to be semi precise. I centred the table to within about 1-2 thou. Good enough.

Then the wheel is humped up onto the table, on blocks, and loosely clamped. I discovered that the collet holder bevelled end fit into the unbored wheel well enough to get a rough centre alignment.

Clamped the wheel down onto the table just lightly and then I indicated the hole, got it pretty well centered ( again, around 1-2 thou) and, as the British would say, nipped the cramps down firmly.

Ok, endmill inserted, it’s a 7/8″ HSS roughing endmill. Moved the mill table over until the cutter touched the side of the hole, set my dial on zero. Yeah, no DRO on this mill yet. I had calculated a total depth of cut of 0.217″/5.51mm on the radius. That would give a diameter increase of 11mm, making the enlarged hole nominally 67mm.

So once touched off, I cranked in a depth of cut ( that varied between 0.070″ and 0.020″, I did a finishing climb cut at the smaller value). I cranked the rotary table and the wheel rotated and the cutter cut. I have a shaky video of that.
Exciting stuff eh?
In the end, the wheels turned out pretty good. The surface finish with the roughing endmill was acceptable. How about before and after shots?
Unbored

Bored (aren’t we all?)

This was one of those jobs where the set up took far longer than the actual machining.

Vanagon – Westy fresh water pump experiment
Posted by albell in vanagon, vanagon mods on July 1, 2016
Bought a cheap water pump from banggood, this one. The original Westy in tank water pump had bit the dust a few years ago and I have been getting by using a small bilge pump similar to this.

It works ok I guess, had to adap the outlet to match the Westy plumbing. But it didn’t push as much water as I had hoped. For years I have been using a Eurovan Westy extendable faucet and I had dreams of being able to pull the faucet out through the sliding window and get a refreshing blast of cooling water on a hot summer day. Especially because the faucet has a spray setting. With the bilge pump, and the stock Westy pump before, the promised spray wasn’t that impressive.
I know that many sailboats and RVs use a pressurized water system with a pressure activated pump and an accumulator. Tempting to try this I thought.
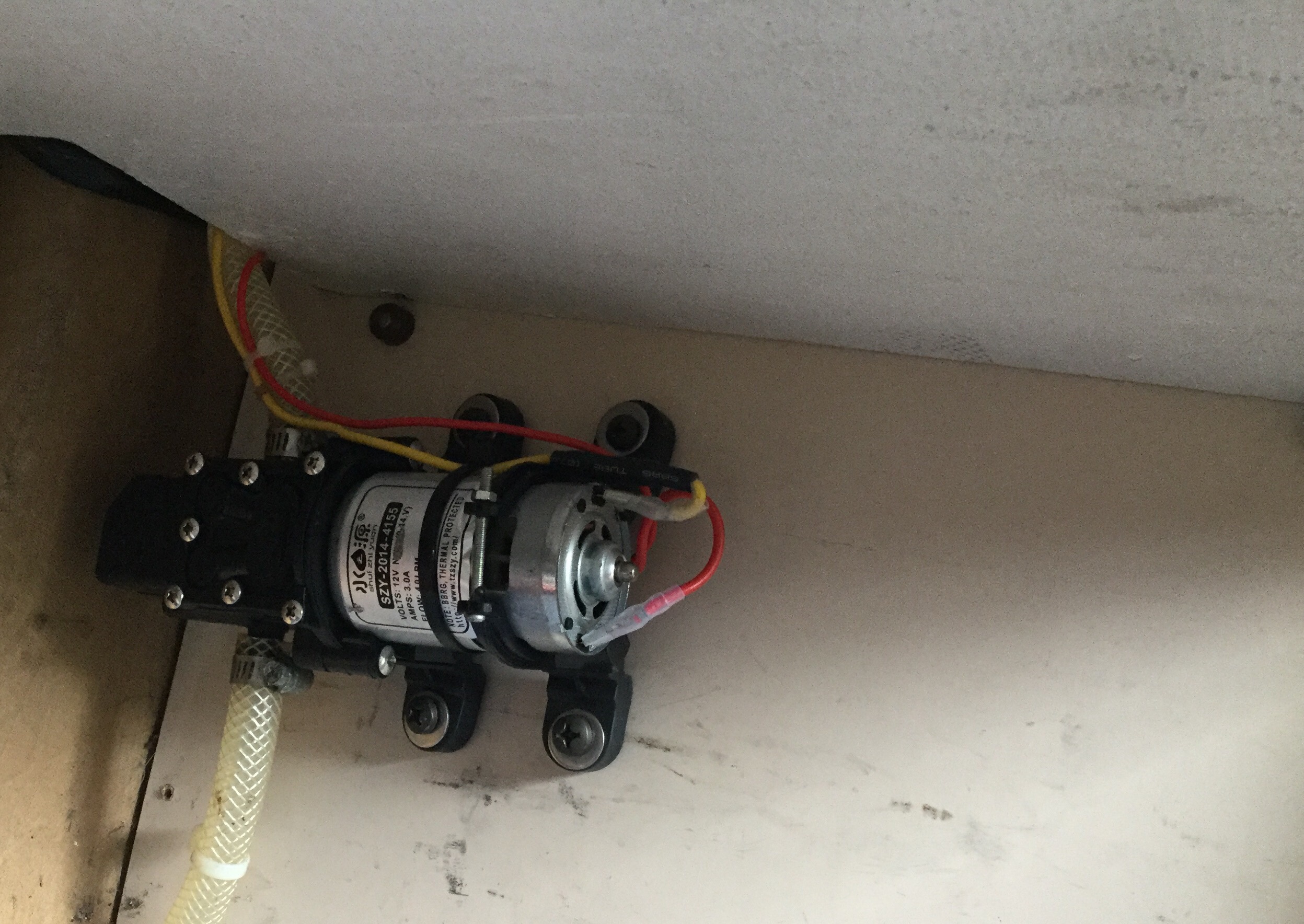
So I buy the banggood pump, and arrived the other week. Supposed to produce 100 psi ( well that’s the switch cut off setting) and 4 L/m volume. I rushed out and did a quick install just to see if it will make my shower dreams come true. I simply plumbed it inline and connected its power lead to the switched side of the Eurovan faucet wiring. So the pump comes on when the faucet switch closes. Not a pressurized system and no accumulator.
Note that I did mount the pump at a slight angle to ease stress on the tubing. It had nothing to do with the awkward position I had to assume to get in there and screw. Nothing at all. I might find a better spot for the pump.
Does it improve things? Hell yeah.

Shot of the extension of the faucet. Has to be stored like this to allow the lid to close. It’s too tall when in its mounting hole.

It is noisier than the in tank pump alone. Yes, to be clear, the in tank pump is still connected and runs in tandem. I’ll pull it out of the tank later.
Vanagon – Propex heater install part III
Posted by albell in vanagon, vanagon mods on July 1, 2016
Finally, it’s done. The last bits aren’t as neat as I had hoped, but hey, it works. The console port for the heated air outlet really doesn’t look great. Problem was the console itself is made from such cheap material that it couldn’t stand up to my hacking.

Now the thermostat, where to mount it? Constraints be two. First is I couldn’t be arsed to find some replacement 5 wire cable so I reused the original but with the fire damaged section cut out and the the cable spliced. So the shorter cable limits the range of thermostat placement. Secondly, the cable enters the thermostat from the rear, to make a clean surface mount. That means a hole drilled somewhere and the cable routed through God knows what. Instead of a surface mount I made up a very crude swing away mounting plate from some stainless and added crash bars. Mounted this on the forward face of the kitchen unit, right behind the driver’s seat.

It’s held back by a magnet. Swung out its pretty accessible .

So is this a good spot to monitor cabin temperature?
I’m pants at running wires neatly. Start out with the best intentions but it ends up looking slapdash.
The heater really throws out the hot air. Without a diffuser on the outlet it’s an air stream like a hairdryer. And it’s not whisper quiet. But it will heat the van and that’s the important thing
